De betekenis van hydraulische cilinders gaat verder dan hun functionaliteit om hun ingewikkelde ontwerp- en productieprocessen te omvatten. Deze uitgebreide gids onderzoekt de wereld van de productie van hydraulische cilinders, die alles omvat, van de basisstructuur van deze componenten tot de complexe productieprocedures. Het is bedoeld om de complexiteit en subtiliteiten te benadrukken die betrokken zijn bij de productie van hydraulische cilinders, waardoor hun cruciale rol in de moderne industrie en de continue technologische vooruitgang op dit gebied wordt onderstreept.
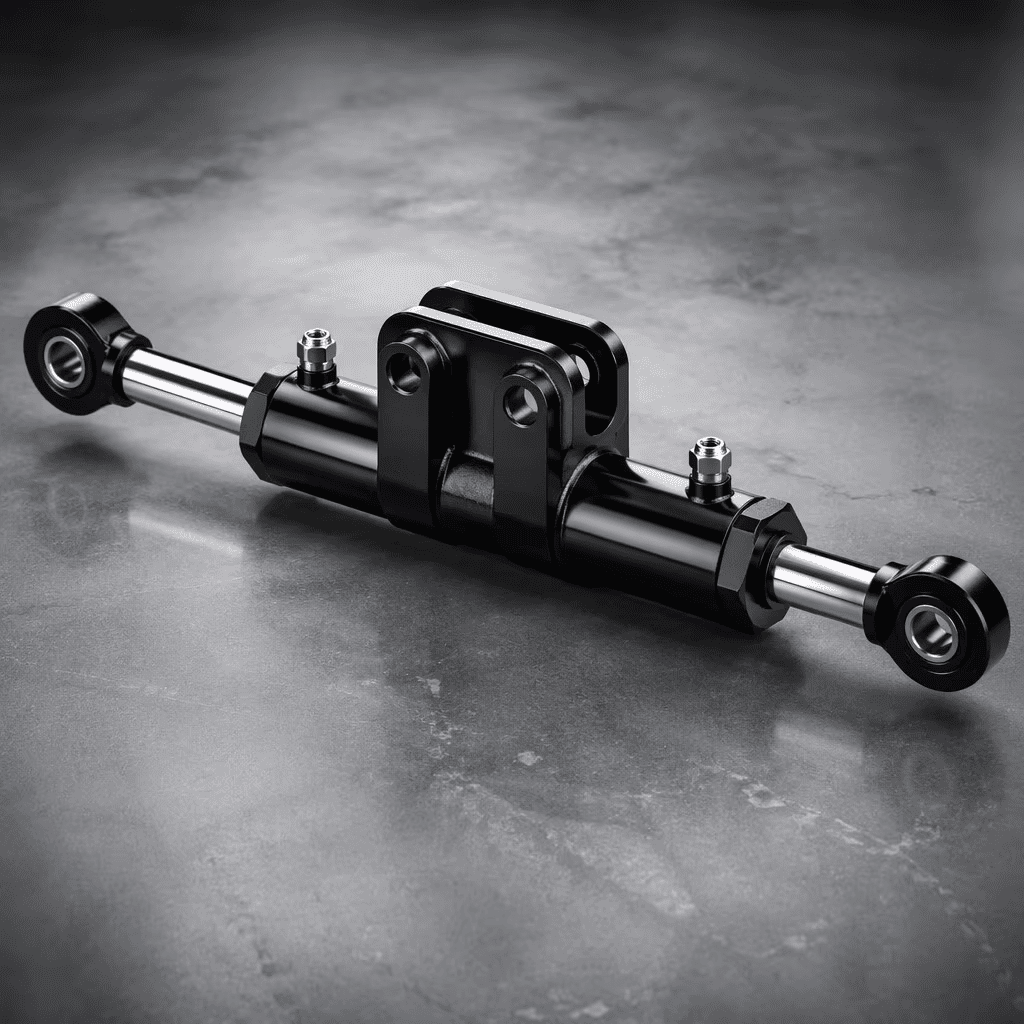
Om de verfijning van de productie van hydraulische cilinder volledig te waarderen, is het eerst essentieel om de anatomie te begrijpen. Een hydraulische cilinder bestaat uit verschillende belangrijke onderdelen, die elk een kritieke functie bedienen in de werking ervan. Deze belangrijkste componenten omvatten het vat, zuiger, zuigerstaaf, kop, basis en afdichtingen. Het vat fungeert als het lichaam van de cilinder en huisvest de zuiger en zuigerstang. Het moet robuust en duurzaam zijn om de interne druk te weerstaan die wordt uitgeoefend door de hydraulische vloeistof. In het vat beweegt de zuiger heen en weer en verdeelt de twee zijden van de cilinder. De zuigerstang, die zich uit de zuiger door het hoofd van de cilinder uitstrekt, zet de lineaire beweging van de zuiger om in bruikbaar werk. De kop en de basisdop de uiteinden van het vat, die de hydraulische vloeistof bevatten en de zuigerstang ondersteunen. Materiaalselectie voor deze componenten is cruciaal en varieert volgens de specifieke toepassing van de cilinder. Roestvrij staal kan bijvoorbeeld worden gekozen voor toepassingen in corrosieve omgevingen vanwege de weerstand tegen roest en achteruitgang.
In toepassingen op hoge temperatuur worden materialen geselecteerd die kunnen worden geselecteerd.
Ontwerpoverwegingen zijn ook een essentieel aspect van de productie van hydraulische cilinders. Factoren zoals de belasting, de slaglengte, de werkdruk en de temperatuuromstandigheden bepalen het ontwerp van de cilinder. Een cilinder die is ontworpen voor gebruik in een hydraulische pers, heeft bijvoorbeeld verschillende specificaties in vergelijking met een die wordt gebruikt in ruimtevaarttoepassingen. Ingenieurs moeten ook rekening houden met aspecten zoals de montagestijl en het type hydraulische vloeistof dat moet worden gebruikt, die allemaal invloed hebben op het uiteindelijke ontwerp en de prestaties van de cilinder.
In de kern van de productie van hydraulische cilinder is de ontwerpfase, waarbij ideeën en vereisten worden vertaald in een betonnen blauwdruk. Dit essentiële proces begint met een grondige analyse van de beoogde toepassing van de hydraulische cilinder. Ingenieurs evalueren verschillende factoren, zoals de laadcapaciteit, de grootte, de bedrijfsdruk van de cilinder en de specifieke omgevingscondities die het zal tegenkomen. Een cilinder die is ontworpen voor een omgeving op hoge temperatuur bijvoorbeeld, kan verschillende materialen vereisen dan een bedoeld voor onderwatergebruik.
Tijdens deze fase speelt Advanced Design Software een cruciale rol. Met deze tools kunnen ontwerpers experimenteren met verschillende configuraties, stresspunten identificeren en het ontwerp optimaliseren voor zowel prestaties als kostenefficiëntie. Precisie is de sleutel in deze fase, omdat zelfs kleine misrekeningen de functionaliteit van de cilinder aanzienlijk kunnen beïnvloeden.
Nadat een vast ontwerp voor de hydraulische cilinder is vastgesteld, gaat de focus vervolgens naar de materiaalverkoopfase. Deze fase omvat een zorgvuldige selectie van materialen op basis van hun eigenschappen en de specifieke vereisten van de toepassing.
1.selectie van metaal voor het vat:
Het vat van de hydraulische cilinder moet in staat zijn om interne drukken te weerstaan en slijtage na verloop van tijd te weerstaan. Veelgebruikte materialen omvatten staal en roestvrij staal, geselecteerd voor hun sterkte en duurzaamheid. In sommige toepassingen waar gewicht een kritieke factor is, kan aluminium worden gekozen vanwege zijn lichtgewicht karakter.
2. Het rechtermetaal voor zuigers inkeren:
Zuigers moeten robuust zijn en in staat zijn om hun vorm onder verschillende druk te handhaven. Materialen zoals koolstofstaal en gietijzer zijn populaire keuzes vanwege hun sterkte en weerstand tegen vervorming.
3. Piston staafmateriaal selectie:
De zuigerstang, die wordt blootgesteld aan externe omgevingen, vereist een hoge weerstand tegen buigen en corrosie. Hoogwaardig staal wordt vaak gebruikt, soms met chroomplaten of andere oppervlaktebehandelingen om corrosieweerstand en oppervlaktehardheid te verbeteren.
4. Sollicitatie van kwaliteitsafdichtingen en andere componenten:
Naast de hoofdmetaalcomponenten is het aanschaffen van kwaliteitsafdichtingen (zoals O-ringen en pakkingen) even belangrijk. Deze afdichtingen moeten compatibel zijn met de hydraulische vloeistof die in gebruik is en in staat is om de werkdrukken en temperaturen te weerstaan.
5. Beschuldiging van milieu- en applicatiespecifieke factoren:
In omgevingen die worden gekenmerkt door hoge luchtvochtigheid of corrosieve omstandigheden, zijn materialen met verbeterde corrosieweerstand noodzakelijk. Evenzo worden voor toepassingen met hoge temperaturen geselecteerd, materialen die bestand zijn tegen thermische expansie.
Na de aanschaf van kwaliteitsmaterialen is het volgende kritieke stadium van de productie van hydraulische cilinders het bewerkings- en montageproces. Deze fase transformeert de geproduceerde materialen in de essentiële componenten van een hydraulische cilinder met behulp van precieze en geavanceerde bewerkingstechnieken.
1. Samenvatting van grondstoffen
De eerste stap in de fysieke productie van hydraulische cilinders is het snijden van grondstoffen. Deze fundamentele fase zet de toon voor de kwaliteit en precisie van het gehele productieproces.
Voorschriften snijden aan ontwerpspecificaties: de grondstoffen, meestal verschillende soorten staal of andere metalen, worden in specifieke vormen en maten gesneden volgens gedetailleerde ontwerpspecificaties. Hoge nauwkeurige snijgereedschap en machines, zoals CNC-machines, lasersnijders of waterjetsnijsystemen, worden gebruikt om nauwkeurigheid en consistentie te garanderen.
Sening compatibiliteit van componenten: Precisie bij het snijden gaat niet alleen over het hechten aan afmetingen; Het is ook cruciaal om de compatibiliteit van verschillende componenten te waarborgen die zullen worden geassembleerd om de hydraulische cilinder te vormen. Nauwkeurig snijden zorgt ervoor dat delen zoals de cilindervat, zuiger en zuigerstang naadloos in elkaar passen, wat essentieel is voor de efficiënte werking van de cilinder.
Materiaalgebruik en afvalminimalisatie: Tijdens deze fase wordt een efficiënt gebruik van materialen beschouwd om afval te minimaliseren. Geavanceerde snijtechnieken en zorgvuldige planning worden gebruikt om de opbrengst van elke materiaalbatch te maximaliseren.
Preparatie voor verdere verwerking: de gesneden materialen worden vervolgens voorbereid op latere processen zoals bewerking, lassen en montage. Deze voorbereiding kan het reinigen, ontnemen en markeren voor identificatie omvatten.
2. Gechromed en draaien
Deze stap in het productieproces van de hydraulische cilinder is gericht op het verbeteren van de duurzaamheid en functionaliteit van specifieke componenten, met name de zuigerstaven.
Chrome Plating: Chrome Plating is een cruciaal proces waarbij een dunne laag chroom wordt geëlektropleerd op het oppervlak van de zuigerstangen. Deze laag fungeert als een beschermende barrière tegen corrosie, wat vooral belangrijk is in omgevingen waar de cilinder kan worden blootgesteld aan vocht of corrosieve stoffen. Bovendien verbetert de chroomlaag de esthetische aantrekkingskracht van de staaf, waardoor het een glanzend, gepolijste uiterlijk krijgt.
3.
Na chrome plateren ondergaan de zuigerstangen een draaiproces. Draaien omvat het vormgeven van de staven naar de exacte afmetingen en toleranties zoals gespecificeerd in het ontwerp. Dit proces wordt meestal uitgevoerd met behulp van een draaibank, waarbij de staaf tegen snijgereedschap wordt gedraaid om overtollig materiaal te verwijderen en de gewenste diameter en oppervlakteafwerking te bereiken. De gladheid die wordt bereikt door het draaien is van cruciaal belang voor de werking van de zuigerstaaf in de cilindervat, omdat het wrijving vermindert, waardoor een soepelere beweging mogelijk is en slijtage op zowel de staaf als de interne afdichtingen van de cilinder wordt geminimaliseerd.
4. Gedraadde struiken lassen
Het lassen van schroefdraadstruiken en andere armaturen is een cruciale stap in het productieproces van de hydraulische cilinder, omdat het betrekking heeft op het creëren van sterke, precieze gewrichten die essentieel zijn voor de assemblage van de cilinder en de algehele integriteit.
Verklaringstechnieken en apparatuur: geavanceerde lastechnieken, zoals Tig (wolfraam inert gas) lassen of mig (metaal inert gas) lassen, worden vaak gebruikt om schroefdraadstruiken aan de cilindercomponenten te bevestigen. Deze technieken worden gekozen vanwege hun precisie en kracht. De selectie van de lasmethode hangt vaak af van het materiaal van de componenten en de specifieke vereisten van de hydraulische cilinder.
Snellerende sterke gewrichten: de gelaste gewrichten worden zorgvuldig geïnspecteerd om ervoor te zorgen dat ze vrij zijn van defecten zoals scheuren of porositeit. Een sterke las is van cruciaal belang voor de duurzaamheid en veiligheid van de hydraulische cilinder. Het lasproces omvat meestal het regelen van de temperatuur en het gebruik van vulmaterialen die compatibel zijn met de basismaterialen om een robuuste binding te garanderen.
Post-welling-behandelingen: na het lassen kunnen de componenten na-verwikkelingen ondergaan zoals stressverlichting of warmtebehandeling. Deze processen helpen de restspanningen te verminderen en de sterkte en taaiheid van het lasgebied te verbeteren.
5. Buis draaien
Het proces van buis draaien is een kritieke stap in het vormgeven van de buizen die het vat van de hydraulische cilinder vormen. Deze fase richt zich op precisie en aandacht voor detail, zodat de buizen voldoen aan de exacte specificaties voor diameter en oppervlakteafwerking.
Enamen van de juiste diameter: het draaien van de buis omvat het gebruik van vloeistoffen of draaicentra om materiaal uit de buitenkant van de buizen te verwijderen, waardoor ze naar de opgegeven diameter worden gebracht. De juiste diameter is essentieel voor de juiste montage van de zuiger en andere interne componenten, waardoor soepele werking wordt gewaarborgd en lekken wordt voorkomen.
Snellerende gladheid van het oppervlak: het draaiproces is ook gericht op het bereiken van een hoog niveau van oppervlakte -gladheid. Een glad interieuroppervlak vermindert de wrijving tussen bewegende delen, waardoor de efficiëntie en de levensduur van de cilinder wordt verbeterd. De gladheid is ook cruciaal voor de efficiënte afdichting van het hydraulische systeem, omdat onvolkomenheden op het buisoppervlak kunnen leiden tot lekken en verminderde prestaties.
Uniformiteit en consistentie: consistentie in de diameter van de buis en de oppervlakteafwerking langs de gehele lengte is essentieel voor de uniforme prestaties van de hydraulische cilinder. Geavanceerde draaiapparatuur, vaak computergestuurde, zorgt voor deze consistentie, die buizen produceert die uniform zijn in dimensie en kwaliteit.
6. Bottoms en accessoires lassen op buizen
Het lassen van de bodems en noodzakelijke accessoires op de buizen is een cruciale stap in de productie van hydraulische cilinders. Dit proces omvat het bevestigen van eindkappen en andere componenten aan de buis, die het lichaam van de cilinder vormt, ervoor zorgend dat het wordt afgesloten en onder hoge druk kan werken.
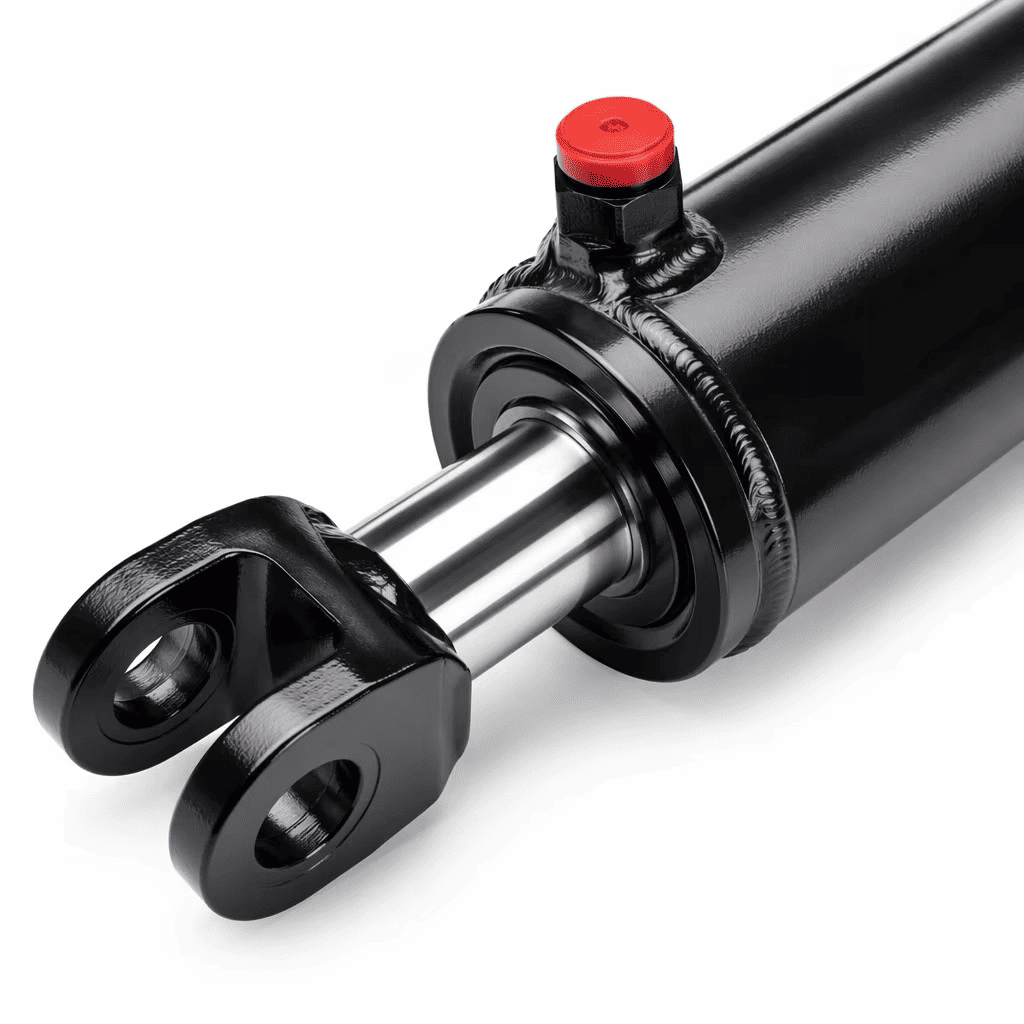
Bodems naar buizen wennen: de eindkappen of bodems zijn gelast aan een of beide uiteinden van de buis. Deze taak vereist precisie, omdat de lassen sterk en lekbestendig moeten zijn om de interne druk van de hydraulische vloeistof te weerstaan. De kwaliteit van de lassen is essentieel voor het handhaven van de integriteit en veiligheid van de cilinder. Als de bodems niet goed zijn gelast, kunnen ze onder druk falen, waardoor aanzienlijke risico's zijn voor zowel de apparatuur als de operators.
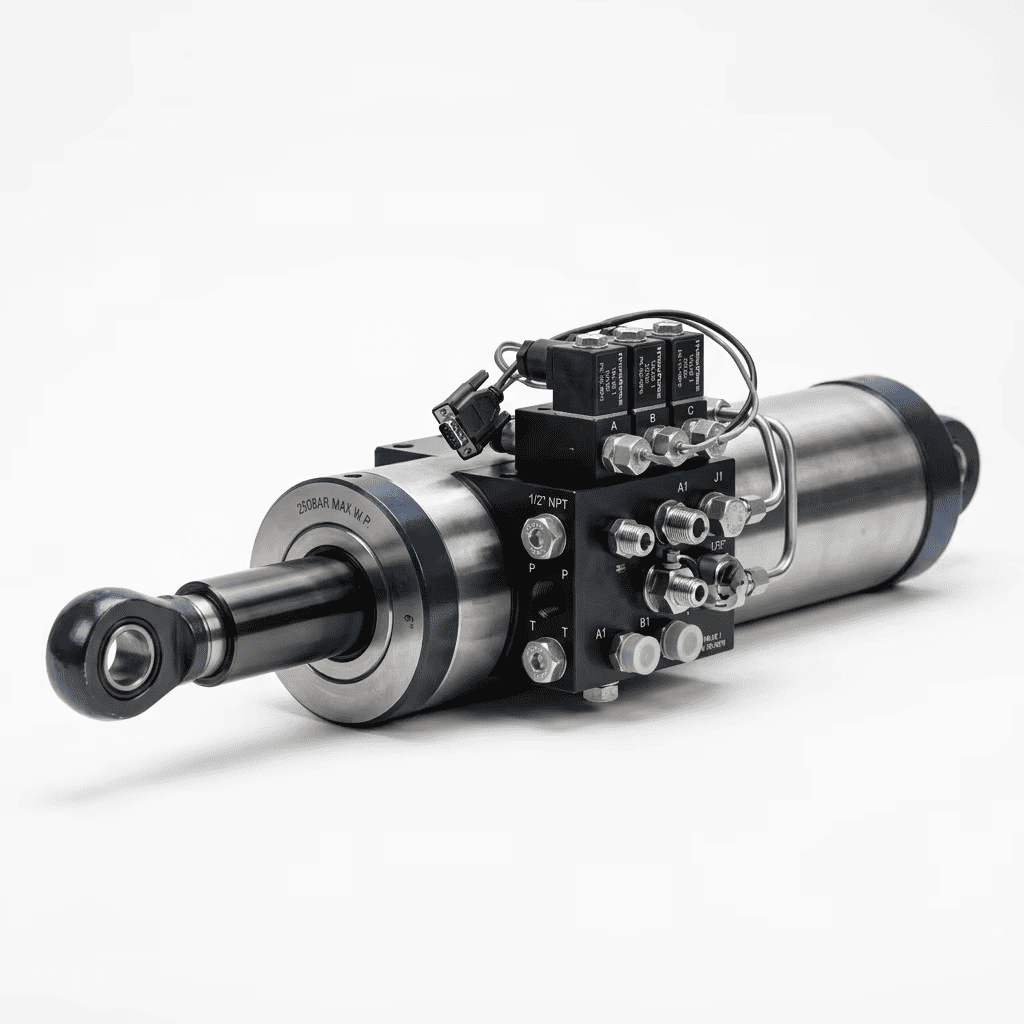
Attaching noodzakelijke accessoires: naast de bodems, worden andere accessoires zoals montagebeugels, poorten voor binnenkomst en uitgang van de hydraulische vloeistof en sensoren ook op de buis gelast. Deze componenten moeten met grote nauwkeurigheid worden gepositioneerd en bevestigd om een goede afstemming en functionaliteit in de uiteindelijke montage te garanderen.
Verkoping van een afgesloten cilinderlichaam: het lasproces wordt zorgvuldig uitgevoerd om te garanderen dat het cilinderlichaam volledig is afgesloten. Deze afdichting is van cruciaal belang voor de efficiënte werking van de cilinder, omdat elke lekkage van hydraulische vloeistof kan leiden tot verlies van vermogen en efficiëntie. Technieken zoals Tig (wolfraam inert gas) lassen worden vaak gebruikt omdat ze sterke, precieze lassen bieden die geschikt zijn voor hogedruktoepassingen.
7. Polish

De polijstfase in de productie van hydraulische cilinder is een cruciaal proces dat volgt op lassen, gericht op het verbeteren van zowel de esthetische aantrekkingskracht als de functionele kwaliteit van de componenten.
Enamen van een soepele afwerking: polijsten wordt voornamelijk uitgevoerd om de externe oppervlakken van de hydraulische cilindercomponenten glad te strijken, vooral die die zijn gelast. Dit proces omvat het gebruik van schuurmiddelen om lassplatter, oxidatielagen en oppervlakte -imperfecties te verwijderen. Het doel is om een uniforme, soepele afwerking te bereiken die er niet alleen professioneel uitziet, maar ook het risico op corrosie en materiële vermoeidheid minimaliseert.
Bepaling voor verdere behandeling: in sommige gevallen dient polijsten als een voorbereidende stap voor verdere oppervlaktebehandelingen zoals schilderen, coating of plating. Een glad, schoon oppervlak zorgt voor een betere hechting en effectiviteit van deze behandelingen.
8. Instructie
De installatie- of assemblagefase in de productie van hydraulische cilinder is waar de verschillende bewerkte en behandelde componenten samen worden gebracht om een complete eenheid te vormen.
Assembling kerncomponenten: het assemblageproces omvat het samenstellen van de belangrijkste componenten van de hydraulische cilinder: de zuiger, zuigerstang, afdichtingen en het cilinderlichaam (buis). Elke component moet zorgvuldig worden geïnstalleerd in de juiste volgorde en oriëntatie. Meestal is de zuiger bevestigd aan de zuigerstang en wordt deze montage vervolgens in het cilinderlichaam ingebracht.
Installeren van afdichtingen en pakkingen: afdichtingen en pakkingen zijn cruciaal voor het handhaven van de hydraulische integriteit van de cilinder. Ze voorkomen de lekkage van hydraulische vloeistof en zorgen ervoor dat de cilinder de vereiste druk kan genereren en bestand is tegen. De installatie van deze afdichtingen vereist precisie om schade te voorkomen en ervoor te zorgen dat ze goed zitten.
Attaching Externe componenten: zodra de interne montage compleet is, worden externe componenten zoals eindkappen, montagebeugels en poorten voor hydraulische verbindingen bevestigd. Deze componenten worden vaak vastgebout of gelast aan het cilinderlichaam en hun veilige bevestiging is van vitaal belang voor de algehele functionaliteit en veiligheid van de cilinder.
9. schilderen
Het schilderfase in de productie van hydraulische cilinders is de laatste stap die zowel esthetische waarde als beschermende functionaliteit toevoegt aan het eindproduct.
Verhogende esthetische aantrekkingskracht: schilderen biedt de hydraulische cilinder een gepolijst, professioneel uiterlijk, wat cruciaal kan zijn voor klanttevredenheid en merkperceptie. Een goed afgewerkt product betekent vaak van hoge kwaliteit, en schilderen zorgt voor aanpassing met bedrijfskleuren of ontwerpschema's, waardoor de marktaanvoeding van het product wordt verbeterd.
Bevorderende laag tegen milieu -elementen: de verf dient als een barrière tegen omgevingsfactoren zoals vocht, stof, chemicaliën en UV -straling. Deze bescherming is vooral belangrijk voor cilinders die worden gebruikt in buitenomgevingen of harde industriële omgevingen. Door te bewaken tegen corrosie en slijtage, verlengt de verf de levensduur van de hydraulische cilinder, waardoor het functioneel blijft en zijn integriteit in de loop van de tijd behoudt.
Toepassingsproces: vóór het schilderen is het oppervlak van de cilinder meestal voorbehandeld om oliën, stof of andere verontreinigingen te verwijderen. Deze preparaat kan het vastleggen, zandstoten of het aanbrengen van een primer omvatten. De keuze van verf- en applicatiemethode (spuiten, dippen, enz.) Afhankelijk van het materiaal van de cilinder, het beoogde gebruik ervan en de omgeving waarin het zal werken.
Doordelen en uitharden: nadat de verf is aangebracht, gaat de cilinder door een droog- en uithardingsproces. Afhankelijk van het type verf kan dit inhouden dat een oven of warmtelamp het uitharden van de uitharding kan versnellen, of het op natuurlijke wijze in een goed geventileerd gebied kan drogen.
In deze uitgebreide gids hebben we de ingewikkelde wereld van de productie van hydraulische cilinders onderzocht, waardoor elke kritieke fase in het productieproces wordt ontdekt. Hydraulische cilinders spelen een cruciale rol in een breed scala van industrieën, en het begrijpen van hun productieproces is essentieel voor elke klant.